|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Meßgerät NORTEST 2080 mit eingebautem Rechner |
|
|
|
|
|
|
|
|
|
Das Meßgerät NORTEST 2080 arbeitet unter Verwendung des Barkhausen – Effektes. Dieser mikromagnetische Effekt ermöglicht die zerstörungsfreie, schnelle und genaue Bestimmung einer Reihe wichtiger Kenngrößen ferromagnetischer Werkstoffe, die in deren Mikrostruktur begründet sind und die sich mit anderen Verfahren nur schwer oder evtl. gar nicht gewinnen lassen. Damit eignet sich das NORTEST 2080 beispielsweise zur Bestimmung folgender Größen HärtetiefeHärte Kohlenstoffgehalt Randentkohlung NitrierschichtdickeFerritgehalt
austenitischer Stähle allgemein
Werkstoff- und Gefügezustand nach Wärmebehandlungen Ferromagnetische
Werkstoffe weisen eine besondere Struktur auf, die darin besteht, daß kleine
Volumenbereiche, die Domänen, in sich
eine einheitliche Magnetisierungsrichtung auf-weisen, wobei die
Magnetisierungsrichtungen benachbarter Domänen sich aber unter-scheiden. Die
Domänen sind voneiander durch Grenzflächen getrennt, die nach ihrem Entdecker
als Bloch – Wände bezeichnet werden.
Wird von außen ein Magnetfeld eingeprägt, so wandern die Bloch – Wände
und bewirken damit, daß sich je nach Bewegungsrichtung bestimmte Domänen
vergrößern, was zwingend zu einer Verkleinerung der jeweiligen Nachbardomänen
führt. Die nach außen wirksame Magnetisierungsrichtung und –größe ändert sich
damit, bis sich ein neuer stabiler Endzustand eingestellt hat. Die Wanderungsbewegung der Bloch – Wände
erfolgt sprunghaft; eine nahe der
Werkstoffoberfläche liegende Sensor-spule wird dadurch von einer Vielzahl
kleiner zeitlicher Magnetflußänderungen durchsetzt, was nach dem
Induktionsgesetz eine entsprechende Zahl induzierter Spannungsstöße zur Folge
hat. Das so entstehende Signal hat Ähnlichkeit mit einem Rauschsignal und
wird deshalb als Barkhausenrauschen bezeichnet. Der Effekt wurde 1908 von
Heinrich Barkhausen entdeckt, lange Zeit jedoch nicht praktisch genutzt, bis
die Werkstoffwissenschaften begannen, die Signalstruktur in Verbindung mit
Werkstoffeigenschaften zu bringen und damit den prak-tischen Einsatz
eröffneten. Der
Gesamtheit von Stoßfunktionen der einzelnen Spannungsstöße am Ausgang der
Sensorspule entspricht im Frequenzbereich ein Spektrum, welches bis in den
Bereich einiger MHz reicht. Die Amplitudenabnahme in Richtung hoher
Frequenzen wird im wesentlichen durch die Wirbelstromdämpfung bewirkt, der
jede Spektralkomponente unterliegt. Diese Dämpfung erfolgt nach der Gleichung
|
|
|
|
|
|
|
|
|
|
a x w k m |
Dämpfung
in dB Wegstrecke
des Signalanteiles im Werkstoff Kreisfrequenz
der Spektralkomponente spez.
elektrische Leitfähigkeit des Werkstoffes Permeabilität
des Werkstoffes |
|
|
|
Je höher
die Frequenz der Spektralkomponente, umso größer ist die Dämpfung. Die
Dämpfung steigt auch mit zunehmender Signalweglänge vom Entstehungsort der
Magnetisierungs-änderung im Werkstoff bis zur Sensorspule an der Oberfläche.
Die bedeutet, daß aus tieferen Werkstoffzonen bevorzugt niederfrequente
Signalanteile stammen, während die hoch-frequenten Anteile aus der
oberflächennahen Zone kommen. Ingesamt ist damit auch die Anwendung des
Effektes auf einen Bereich von der Werkstoffoberfläche bis in etwa 1,5 mm Tiefe
beschränkt. Der
Barkhausen – Effekt beschreibt eine Mikrostruktur beim Durchlaufen der
Magnetisierungs-kurve eines ferromagnetischen Werkstoffes. Die vielfältigen
möglichen Auswerteverfahren des verstärkten Sensorsignales betreffen deshalb
teils den Zusammenhang zwischen eingeprägter Magnetisierung und Signal, teils
beruhen sie auf der Verarbeitung der Signalgrößen selbst. Die Vielzahl der
dadurch verfügbaren Auswertungen ist der Grund dafür, daß dieses Verfahren
die Erfassung von Werkstoff - Kenngrößen ermöglicht, die sich anderen
Verfahren entziehen. Hier die wichtigsten Auswertemöglichkeiten: Effektivwert
des Signales gefensterter
Effektivwert des Signales F –
Transformation Effektivwert
ausgewählter Spektralkomponenten Anregefeldstärke
beim Signalmaximum Maximum
der Signaleinhüllenden Amplitudenspektrum
der Einhüllenden des Signales Integral
der Signalfunktion Impulshöhenanalyse Wavelet
- Transformation Um diese
Auswertemöglichkeiten zu realisieren, arbeitet das NORTEST 2080 mit
Rechnerunterstützung. Damit kann dann nicht nur die Signalauswertung, sondern
auch der Meßablauf rechnergesteuert erfolgen. Die
Auswertung der Messungen kann prinzipiell nach zwei Verfahren erfolgen : Man
kann Signalverläufe, Spektren, F-Koeffizienten,Wavelet-Koeffizienten,
Ergebnisse der Impulshöhen-analyse usw. als Diagramm visualisieren. Diese
Möglichkeit wird beispielsweise bei der erstmaligen Neubearbeitung einer
Meßaufgabe bevorzugt, um das beste Verfahren zu finden, welches am besten mit
der Prüfgröße korreliert. Die nachstehenden drei Bilder zeigen Beispiele für
solche Darstellungen. Die zweite Auswertemöglichkeit liefert direkt eine
quantitative Meßgröße als Zahlenwert mit Dimension, bei einer
Härtetiefemessung also z.B. EHT / mm. Dazu bietet das NORTEST 2080 eine
menuegeführte Kalibriermöglichkeit mit Standards. Die Kalibrierung wird
einmal durchgeführt und für spätere Verwendungen gespeichert. Die
nachfolgenden Messungen erfolgen dann sehr schnell und zuverlässig bei
einfachster Bedienung. Selbstverständlich liefert das Meßgerät dann auch
aussagekräftige statistische Auswertungen der Messungen mit Protokollierung
durch Drucker. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Haupt-Arbeitsebene
der Software des Meßgerätes |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
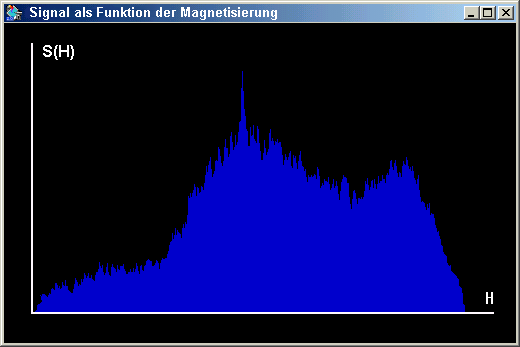
Signal als Funktion der
Magnetisierung an einem gehärteten Werkstück mit Härtetiefe 0,6 mm |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
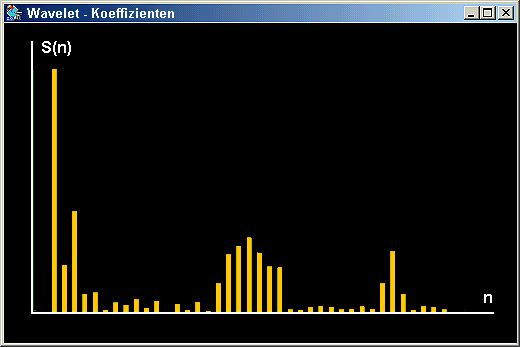
Koeffizienten einer Wavelet – Analyse. Bei verschiedenen Messaufgabenkorrelieren bestimmte Koeffizienten am besten mit der Messgröße |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
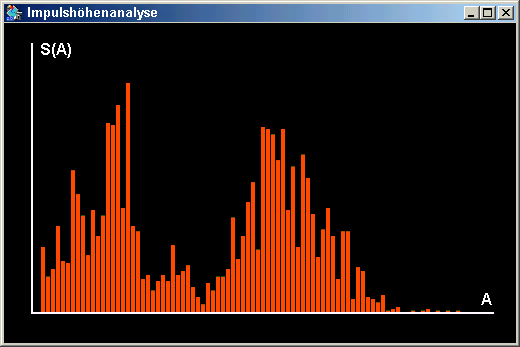
Ergebnis einer 100 – Kanal – Impulshöhenanalyse; typischer Verlauf für gehärteteWerkstücke |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
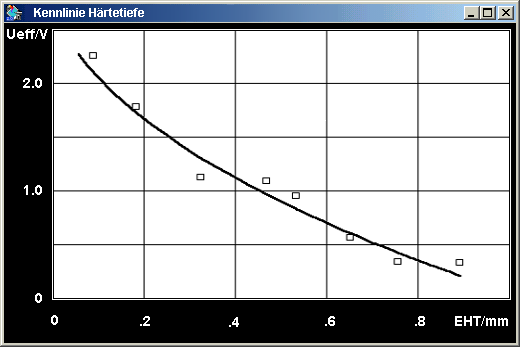
Meßbeispiel
: Messung der Härtetiefe von Werkstücken mittels Bestimmung von Ueff des Barkhausen-
Rauschens |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|